产品设计工艺知多少——压缩成型
产品外观设计在工业领域属于综合学科,在设计过程中,绝大部分都会应用到塑料制品,一般产品而言,用的更多的是热塑性塑料,这种塑料在工业生产中,一般用热成型的方式,就能塑造形状。但是我们在产品设计中,一些产品的造型可能需要柔软或者耐热,这类产品需要用到的塑料,就要有很好的热固性,设计师在选材时,要考虑到产品的成型方式就要用到压缩成型的工艺。
压缩成型为快速加工工艺,橡胶和塑料通过压缩在预热的模腔内成型。通常压缩成型使用的材料为热固性材料。

| 加工成本: 模具成本适中 单位成本低(材料成本的3~4 倍) | 典型应用: ·汽车发动机量 ·家电外壳及厨房用具 ·密封件、垫圈及键盘 | 适用性: ·中批量至大批量生产 |
| 加工质量: ·高质量的高强度零件 ·表面粗糙度小 | 相关工艺: ·DMC与SMC 注塑成型 ·真空铸造 | 加工周期: ·塑料:短(2分钟一个周期) ·橡胶:长(10分钟一个周期) |
今天赫兹工业设计小编给诸位介绍一下塑料成型中的压缩成型工艺:
工艺简介

该工艺可将橡胶与塑料加工成板材和块材。适用材料为热塑性和热固性材料。还可用生产DMC和SMC工艺中的团状和片状模塑料。
在工程上,热固性塑料的压缩成型在金属到塑料的过渡方面发挥了重要作用。20世纪20年代,首次采用酚醛树脂压缩成型制造产品以来,塑料就逐渐取代了金属。酚醛树脂,俗称胶木,是塑料制造史上首先被应用的材料。自此,塑料加工开始快速发展,如今注塑成型可用于生产传统压缩成型的零件。尽管如此,压缩成型也被用于不适合注塑成型的某些橡胶和热固性塑料的零件加工。在20世纪60年代,开始采用DMC和SMC成型技术加工热固性塑料零件,其零件的强度、耐久性和弹性可以与金属铸件一决高下。
压缩成型工艺非常简单,基本过程可以概括为:将一定量的材料放置在与之匹配的预热模具之间,模具与材料合在一起并将材料压入模具型腔。
典型应用
压缩成型专门用于特殊材料的加工,如在热和电绝缘等方面有特殊要求的零件。常用的有:电子设备外壳、厨房设备、烟灰缸、把手和灯具等。由于热固性材料可以保证零件所需的电绝缘性和稳定性,热固性材料在电动汽车中的电池机罩方面的应用性能表现突出。
热固性橡胶可应用压缩成型、注塑成型和真空铸造等工艺,可以用于生产一系列的产品,如键盘、密封件和垫圈等。跑鞋上的标志、装饰物,鞋底和其他运动用品也可以采用这种方式来制作。另外,应用比较广泛的电子设备外壳就是采用一块橡胶模制而成,这样可以做到更好地防水和耐损。这对手持导航设备和其他便携式电子设备特别有价值。
相关工艺
压缩成型和注塑成型密切相关。两者都需要配套的模具(压缩成型的模具比较便宜),且成型工艺均是在高压加热下进行的。其不同之处在于注塑成型主要用热塑性塑料,压缩成型主要用热固性塑料。不过,有特殊应用的工程热塑性塑料也可采用注塑成型。通过注塑成型的热塑性弹性体(TPE)可以获得与橡胶相同的外观和触感。
长纤维增强复合材料(FRP)若采用压缩成型,一般被认为是DMC和SMC成型方式。
真空铸造通常用于原型制造、单件和小批量产品生产,还可以加工一定密度和硬度的聚氨酯(PUR)。
加工质量

这种工艺属于高质量加工工艺。
之所以具有这些特性,是因为使用了耐热和电绝缘的酚醛塑料,以及柔性和有弹性的硅酮材料。热固性塑料更具结晶性,因此更耐热、酸和其他化学品。
由于加工中材料在模具型腔中通过压缩成型,所以材料流动性差,加工而成的零件不容易变形,而且表面加工质量优良,细部结构保持度高。
设计机遇
材料的特性决定设计机遇,热固性材料与热塑性塑料相比具有许多优良品质。热固性材料可以填充玻璃纤维、滑石、棉纤维或木屑,以提高它们的强度、耐久性、抗开裂性、弹性和绝缘性等。
橡胶压缩成型用于生产具有不同弹性等级的零件。铰链和分割线可以被集成到设计中以消除二次操作。由于材料是柔性的,可以被拉伸至模芯,所以用橡胶压缩成型的一个主要优点是可以消除起模斜度,并且可以实现小凹角。另一个优点是可以在橡胶压缩成型中使用一系列颜色。可作为预成型件引入,如纽扣或标志,或者以相同的顺序制造。预成型的橡胶插件可提供更清晰的变色点。然而,变色点常被掩盖,如被小键盘中的控制面板掩盖。
另一方面,热固性树脂的色彩非常单调,尤其是酚醛树脂。它的天然颜色为深棕色,因而20世纪20年代的传统酚醛树脂产品以深色为主,不过现在,如果必要,可在表面加工中加入鲜艳的颜色。
压缩成型的另一个主要优点是其相对便宜的模具,特别是对于橡胶成型。一些金属镶嵌件和电气组件可以通过模制工艺放入橡胶和塑料零件。
热成型工艺详细对比
技术说明
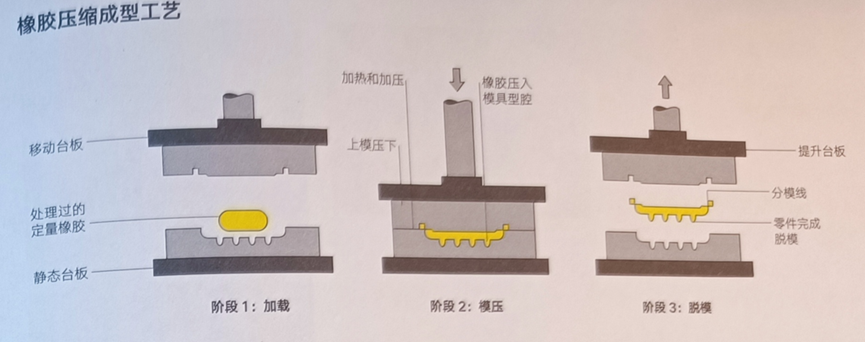
除了循环时间略长之外,橡胶压缩成型工艺与塑料压缩成型工艺非常接近。
在阶段1,除掉橡胶可能已经形成的任何结晶。将定量的橡胶置于下模中。在阶段2,合模,逐渐加压并使模内材料流动,10分钟后橡胶完全固化。在阶段3,模具分离后,将零件从模腔中取出。在产品设计阶段,应综合考虑分模线的选取,这样可以减少二次操作,确保取出时溢料分离方式一致,从而留下整齐的边缘。
设计注意事项
与注塑成型一样,使用压缩成型时需要考虑许多设计因素。
通过精确设计模具和顶出系统,起模斜度可以减少到0.5°以下。
零件的大小可以是0.5kg到8kg(在4000kN压力下)。整体大小受到可以施加在表面区域上的压力的限制,以及零件几何形状和设计的影响。影响零件大小的另一个主要因素是固化和加热过程中气体从热固性材料中排出的方法。这在模具设计中起着重要的作用,旨在利用通风口和模具中巧妙的螺纹设计来排除气体。
零件的壁厚可以从小于1mm到50mm或更大。不同壁厚之间的阶梯变化不是问题,这种转变可以在塑料零件的即时加工中实现。壁厚受到限制,主要是热固性反应的放热特点决定的。作为催化反应的直接结果,厚壁部分易起泡和产生其他缺陷。因此,减小壁厚并使材料消耗降到最低被认为是一种合理的考虑因素。正是由于这个原因,笨重的零件常常被挖空或加入添加物。不过实际应用中也会需要一些厚壁的零件,如必须承受高水平电介质振动的零件。
适用材料
常用的热固性材料包括酚醛、聚酯、尿素、三聚氰胺和橡胶。还有一些能够压缩成型的热塑性塑料,不过不推荐使用。
很多橡胶都可以用这种方法成型,最常见的是硅酮,因为橡胶很容易进行小批量和大批量生产,并且颜色很好。
加工成本
应用这种工艺,模具成本适中,
但要比注塑成型的成本低得多,特别是对于某些橡胶材料的平板形状,可以使用那些手工操作的、简单和便宜的模具来制造。
对于加工塑料而言,制作周期短,通常每个零件大约2分钟。相比之下,加工橡胶需要相对长的时间,通常需要在热压机中放置10分钟以上的时间。劳动力成本相当高。
环境影响
影响环境的主要因素是材料。热固性塑料需要较高的成型温度,通常为170~180℃。由于其具有交联的分子结构而不可能直接回收。这意味着所有废料,如切边废料,都必须处理掉。
小小心意,大大鼓励
本文章版权归 赫兹工业设计 所有,禁止匿名转载及个人使用,任何商业用途均需联系原作者。
举报

















 沪公网安备 31011502009179号
沪公网安备 31011502009179号
留言板(0)